数控拧非标螺钉机床的电路设计
在这个电路设计中,主要由纵向步进电动机、横向步进电动机来控制十字工作台的位置。步进电动机是一种将电脉冲信号转换成相应角位移和线位移的电动机。每输入一个脉冲信号,转子就转动一个角度,或前进一步,角位移和输入的脉冲数成正比。步进电机的转速,不受电压和环境条件变化的影响,只与脉冲频率成正比,且角位移的误差不会积累,所以适用于高精度控制系统。这个电路用BDM-60来驱动步进电机,利用RS232串口和387来实现和计算机的通信。
1.通信电路
220V交流电经过降压和桥式整流,变为24V直流电压给BDM-60步进电机驱动器供电。驱动电路与计算机并行口连接见图1。
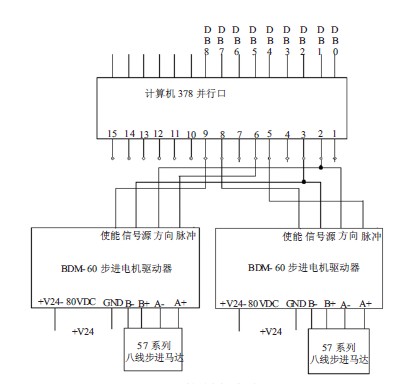
图1 控制台线路图
从计算机上的软件面板﹙见图2﹚上输入x轴和y轴的位移量,经过计算机程序处理后,把位移转移得到的脉冲数,从并行口的引脚5和引脚6输出,送到相应的步进电机驱动器端口。再由步进电机驱动器驱动步进电机运转。脉冲信号的上升沿有效,每当脉冲由低变高时电机走一步。

图2 驱动电路与计算机并行口连接电路图
计算机通过并行口从引脚8和引脚9向驱动器输出使能信号,当信号为高电平时,驱动器有2脚输出步进电机的运转方向控制信号。
并行口4脚输出高电平信号,三极管导通,如图2所示。
当拧非标螺钉气缸和位移气缸复位时,行程开关SQ3闭合,将送一个信号给RS232串口6脚。告诉计算机自动拧螺丝控制模块的控制是否完成,让计算机进入下一步的运行。其中并行口的1脚和9脚作为预留信号,可在这个设备的基础上,增设安装工件和夹出工件的机械手。
2.气缸和风批控制电路
图3是位移气缸和拧非标螺钉气缸的控制电路,当图3中378第四脚送来高电平时,三极管导通,继电器KA0得电,则图3中对应触点闭合,气缸控制电路接通。继电器KA1得电并自锁,位移气缸和振动盘的线圈也同时得电,通电延时型线圈Y1也得电,开始计时。这个延时时间的长短,决定振动盘的吹气时间,可选用不同型号的时间继电器设定时间。当延时时间到时,触点动作断开吹气非标螺钉送料的线圈。

图3 位移气缸和拧螺丝气缸控制电路图
当位移气缸移动到位,行程开关SQ1闭合,继电器KA2闭合并自锁,风批的继电器线圈和拧非标螺钉气缸的继电器线圈得电。使得风批开始旋转同时拧非标螺钉气缸开始向下进给。非标螺钉被旋入工件。当非标螺钉旋入到位后,行程开关SQ4闭合,继电器线圈KA4得电,触电断开,整个气缸和风批控制电路断电。
3.保护电路
在整个电路的中,还设置了x、y轴方向上的行程开关作为检测,并把检测的结果反馈给计算机,保证了x、y正负两个方向的移位不会超过最大的行程极限。
上一篇:数控拧螺丝机床的结构
下一篇: 压铆螺钉压铆过程分析
返回相关资讯
 盘头自攻螺丝和六角头自攻螺丝有何与众不同2016-07-11
盘头自攻螺丝和六角头自攻螺丝有何与众不同2016-07-11 压铆螺丝联接紧固件的表面处理分析2012-07-24
压铆螺丝联接紧固件的表面处理分析2012-07-24 安装频繁滑丝?非标自攻螺钉的防滑黑科技来了!2025-07-29
安装频繁滑丝?非标自攻螺钉的防滑黑科技来了!2025-07-29 非标螺丝加工的重要性2016-10-09
非标螺丝加工的重要性2016-10-09 自攻螺丝的种类和用途2017-10-10
自攻螺丝的种类和用途2017-10-10 日升压铆螺钉链接带来的效益2016-01-19
日升压铆螺钉链接带来的效益2016-01-19 组合螺钉的主要运用范围2016-01-19
组合螺钉的主要运用范围2016-01-19 压铆螺钉类紧固件2016-01-19
压铆螺钉类紧固件2016-01-19 深度解析热水器螺丝的材料选择及安装技术2025-07-04
深度解析热水器螺丝的材料选择及安装技术2025-07-04 非标螺钉润滑剂的使用位置2016-01-29
非标螺钉润滑剂的使用位置2016-01-29